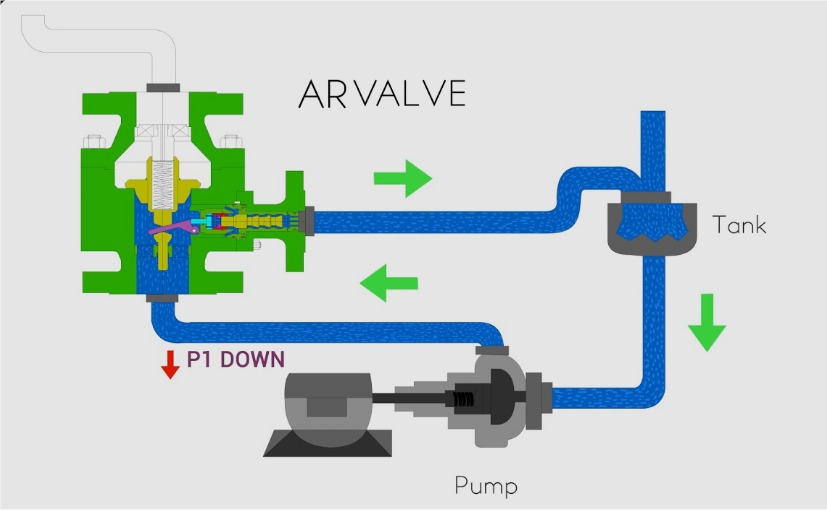
A Safety Valve protects equipment from over-pressure. When pressure exceeds the set limit, the valve opens automatically to release excess pressure and then closes once normal pressure is restored.
Why Needed: Prevents:
Equipment explosion
Pipe or vessel rupture
Fire and safety hazards
Damage to boilers, tanks, compressors, and pipelines
Safety valves are mandatory in many systems to comply with API/ASME standards.